
【プレス金型の再研磨】寿命を延ばし品質を維持するポイントとは?
プレス加工の現場において、製品の品質と生産性を左右するもっとも大きな要因の一つが「金型の状態」です。しかし、どれほど優れた設計の金型であっても、繰り返しの加工による摩耗や劣化は避けられません。
「製品にバリが出てきた」「寸法が安定しない」「金型を新調するには予算も時間も足りない」
こうした現場の悩みを解決するのが、プレス金型の**「再研磨」**です。本コラムでは、プレス金型の再研磨を検討すべきタイミングやメリット、特に難易度が高いとされる超硬・難削材における課題、そして精密加工部品特急センターが提供する短納期・高精度な再研磨サービスについて詳しく解説します。
<プレス金型の再研磨が必要なサインとメリット>
プレス金型は消耗品です。しかし、適切なタイミングで「再研磨」というメンテナンスを施すことで、その寿命を飛躍的に延ばすことが可能です。まずは、現場でどのようなサインが出たら再研磨を検討すべきか、その具体的なチェックポイントを整理します。
・再研磨を検討すべきタイミング
金型の劣化は、目に見える不具合として製品に現れます。以下の兆候が見られたら、それは再研磨のシグナルです。
#製品のバリ、ダレが許容値を超えた
プレス加工において、パンチ(雄型)とダイ(雌型)の切れ味が鈍ると、材料を「切る」のではなく「引きちぎる」ような負荷がかかります。その結果、製品の断面に大きなバリやダレが発生します。バリ取り工程が別途必要になれば、生産コストの増大に直結します。
#パンチの先端部に微細なチッピング(欠け)が見られる
高硬度な材料を加工している場合や、金型のクリアランスが適正でない場合、パンチの刃先に微細な欠け(チッピング)が生じることがあります。これを放置して加工を続けると、欠けが広がり、最終的には金型そのものが破損するリスクが高まります。
#製品の寸法精度が安定しない
金型の摩耗が進むと、加工時の抵抗が増大し、金型やプレス機自体に歪みが生じやすくなります。これにより、ロット内での寸法バラツキが大きくなり、歩留まりの低下を招きます。
<再研磨を行うことによるメリット>
「金型が悪くなったら新しく作ればいい」という考えもありますが、BtoBの製造現場において「再研磨」を選択することには、極めて大きな経営的メリットがあります。
・金型新調に比べた大幅なコストダウン
金型をゼロから設計・製作する場合、材料費だけでなく設計費や加工工数が膨大にかかります。一方、再研磨は既存の資産を活かしつつ、摩耗した刃先のみを数百ミクロン〜数ミリ単位で研ぎ直す工程です。コストは新調する場合の数分の一以下に抑えられるケースが多く、製造原価の低減に直結します。
・製品品質の安定化と歩留まり向上
定期的な再研磨スケジュールを組むことで、常に「新品に近い切れ味」を維持できます。これにより、バリの発生を抑制し、後工程での手直しを排除できます。安定した品質は、貴社の顧客からの信頼を得るためにも不可欠な要素です。
<「超硬・難削材」の再研磨における課題>
近年の製品軽量化や高耐久化に伴い、プレス金型の材質も進化しています。特に「超硬合金」や「難削材」を用いた金型が増えていますが、これらの再研磨には高度な技術が必要です。
・一般的な加工業者が「超硬・難削材」を嫌がる理由
多くの町工場や一般的な加工業者は、超硬金型の再研磨を敬遠する傾向にあります。その理由は明確です。
硬度が高く、通常の工具では歯が立たない
超硬合金は非常に硬いため、ダイヤモンド砥石などの特殊な工具と、それを使いこなすノウハウがなければ加工自体が困難です。
熱変位やクラック(割れ)のリスク
超硬材は硬い反面、脆いという特性を持ちます。研磨時の摩擦熱の管理を誤ると、熱膨張による精度不良や、最悪の場合は素材に目に見えないクラックが入り、プレス中に金型が粉砕する事故につながります。
ミクロン台の追い込みが困難
超精密なプレス加工では、クリアランスの設定がミクロン単位で指定されます。設備剛性が低い機械では、研磨中に振動が発生し、要求精度を満たすことができません。
<精密加工部品特急センターによる「プレス金型 再研磨」の特長>
当社が多くの電子部品メーカー様や精密機器メーカー様から選ばれ続けている理由は、以下の4つの特長に集約されます。
・ミクロン台・ナノレベルの研削加工
精密加工部品特急センターが保有する設備の中には、いくつか特長的な設備があります。プロファイル研削にて対応しております。
精密加工部品特急センターを運営する理工電気では、コネクタや半導体製造装置に必要な精密金型部品の加工を行ってきました。
当社では、プロファイルグラインダーを用いることで、超硬など高硬度材や難削材でもミクロン台の精度に加え、先端のR形状など複雑形状の精密加工を実現しています。また、ミクロン台の高精度に加え、使用時の焼き付きを防ぎ、高品質な金型部品の加工が可能です。
・超硬・難削材への深い知見と提案力
私たちは単なる「作業受け負い」ではありません。 加工時に発生する課題に対し、「材質の特性を考慮して、このような設計に変更すれば、次回からの研磨コストを抑えられる」といった、一歩踏み込んだ設計変更提案(VA/VE提案)を行っています。加工ノウハウを設計にフィードバックすることで、お客様の金型寿命そのものを延ばすお手伝いをいたします。
・ロット1〜10個の単品・小ロットに完全特化
当社の生産ラインは、もともと「一品一葉」の特注品製作からスタートしています。そのため、単品だけの緊急修理であっても、喜んでお引き受けいたします。小回りのきく体制を整えており、単品の金型再研磨や特急品の加工にも柔軟に対応いたします。
金型再研磨:パンチ金型0.2mm研削
| 金型再研磨:パンチ金型0.2mm研削 |
| 材質:V30 |
| 精度:±0.005mm |
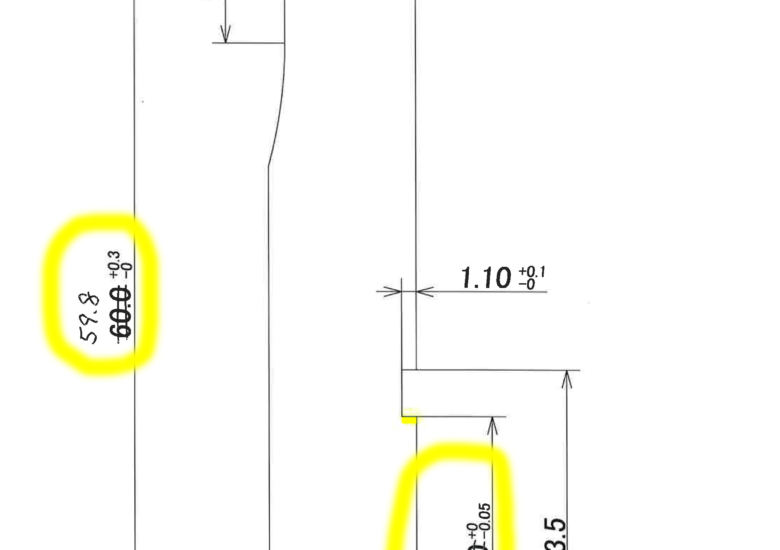
こちらの事例はプレス金型(パンチ側)の再研磨を行った事例です。使用による劣化により、ダレが発生しており当社にて、研削加工を行い、精度の調整を行いました。
事例画像の黄色の円の指定部分において、0.2m研削による研磨を行っております。
パンチで劣化が生じている部分の研削に加えて、調整のために、位置決めの部分も0.2㎜の研削を行っております。
再研磨:金型ダイV30
| 再研磨:金型ダイV30 |
| 材質:V30 |
| 精度:±0.005mm |
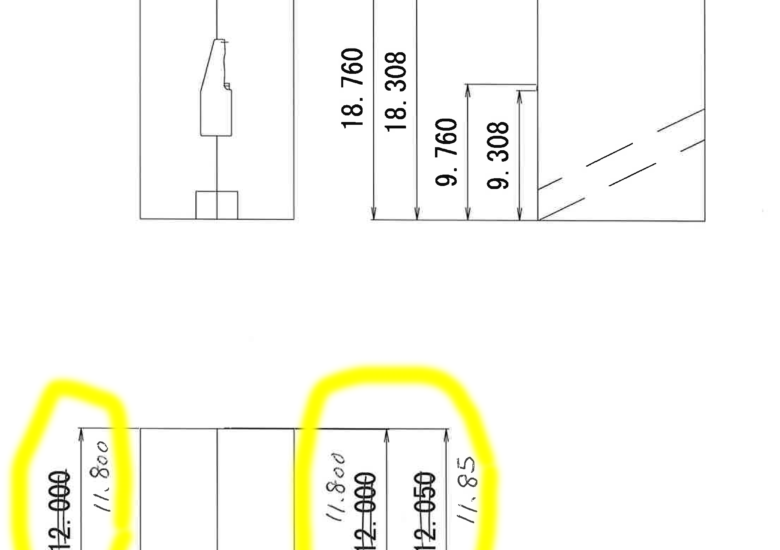
こちらの事例はプレス金型(ダイ側)の再研磨を行った事例です。使用による劣化により、面にダレが発生しており当社にて、研削加工を行い、精度の調整を行いました。
事例画像の黄色の円の指定部分において、0.2m研削による研磨を行っております。
再研磨後の使用の場面では、シムで高さ調整を行うことで精度のズレもございません。
金型をゼロから製作すると高額な費用が掛かりますが、再研磨を行うことで、安価に済ませることができます
<金型の再研磨による修理は当社にお任せください>
プレス金型の性能を100%引き出し、製品の競争力を維持するためには、適切なタイミングでの精密な再研磨が欠かせません。
「他社で断られた難しい材質の金型がある」 「明後日までに修理を完了させてラインを動かしたい」 「今の金型よりも長持ちするように改善してほしい」
こうしたお悩みをお持ちの方は、ぜひ一度精密加工部品特急センターへご相談ください。私たちは、最新の設備と長年のノウハウ、そして「最短2日」のスピード対応で、お客様の製造現場を強力にバックアップいたします。