
プレス金型のカス上がりとは?発生のメカニズムと現場・製品への影響
<<プレス金型のカス上がりとは?>>
・抜きカスがダイから浮き上がる物理的メカニズム
プレス加工における「カス上がり(カス浮き)」とは、打抜き工程で発生した抜きカス(スクラップ)がダイの下方へ排出されず、パンチの上昇に伴ってダイプレート上まで戻ってしまう現象を指します 。これはプレス加工における「永遠の課題」であり、特にプレス速度の高速化や材料の薄肉化が進むほど発生頻度が高まります 。主な発生メカニズムは以下の通りです。
-
真空吸着(バキューム現象)
パンチ先端面とカスの間が加工の瞬間に密着して真空状態となり、パンチ上昇時の負圧でカスが吸い上げられます 。 -
油膜による吸着
プレス油の表面張力が接着剤の役割を果たし、特に重量の軽い薄板加工において、カスをパンチに強力に張り付かせます 。 -
圧縮空気の反発(ピストン効果)
ダイ穴内に閉じ込められた空気がパンチの下降で急激に圧縮され、パンチ上昇時にその圧力が解放されることでカスを上方へ跳ね上げます 。 -
刃先の摩耗による圧着
パンチの刃先が摩耗して丸みを帯びると、カスの「かえり(バリ)」がその形状にフィットし、物理的に刃先へ圧着されます 。
<<カス上がりの影響による「チョコ停」と「品質不良」の相関リスク>>
カス上がりの発生は、単なる作業の停滞に留まらず、多大な経済的損失を招きます。まず、ダイプレート上に浮いたカスが後続の材料送りを妨げ、「チョコ停(設備停止)」を頻発させます 。これによりライン全体の稼働率が著しく低下します。
次に、製品への「打痕・傷」による品質不良です 。材料の下にカスが入り込んだ状態でプレスされると、製品表面に深い打痕が残り、特に微細電子部品においては致命的な機能欠陥となります。 さらに深刻なのが「金型の破損」です 。重なったカスを加圧することで金型に想定以上の負荷がかかり、パンチの折損やダイの割れを誘発します 。これらは金型の再製作や長期のライン停止を招き、調達・購買担当者が最も懸念すべき「納期遅延」と「多額の修理コスト」という重大なリスクへと直結します。
<<従来のカス上がり対策が抱える課題と限界>>
・キッカーピンやエアーブローによる対策の盲点
プレス加工現場で一般的な「キッカーピン(ジェクターピン)」による物理的な突き落としは、微細な抜き形状には配置自体が困難です 。また、ピンの摩耗による力不足も課題となります 。 「エアーブロー」は負圧解消に有効ですが、圧力が不適切だとダイ内部でカスが躍り、かえってカス上がりを誘発するリスクがあります 。さらに「バキューム(吸引)」方式は、型設計の初期段階から複雑な構造が必要で、設備コストの増大や吸引力のバラツキ調整が大きな負担となります 。
・クリアランスの均一性と「バリ」のトレードオフ
カス上がり対策として、意図的にパンチとダイのクリアランスを不均一にしたり、適正値より絞り込んだりする手法が取られることがあります 。しかし、不均一なクリアランスは深刻な「バリ」の発生を招き、精密プレスの品質基準を著しく損なう要因となります 。 また、クリアランスを無理に絞ることは、打抜き時の刃先負荷を激増させ、パンチの折損やダイの割れ、金型寿命の低下に直結します 。 標準的な対策部品や設計変更だけでは、高品質な「バリレス加工」と「確実なカス上がり防止」を高次元で両立させることは困難です。そこで、指示された形状をミクロン単位の精度で具現化し、物理的に抜きカスの挙動を支配する高度な加工技術が重要となるのです。
<<高精度加工がカス上がり対策の「質」を変える理由>>
設計通りの「通気孔」が真空吸着を確実に解消
カス上がりの主要因である真空吸着(バキューム現象)を防ぐには、パンチに通気孔(エアー穴)を設けることが有効です 。しかし、微細な金型部品ほど、この穴を設計通りに加工する難易度は飛躍的に高まります。 精密加工部品特急センターでは、寸法公差 ±0.001mm という極限の精度で微細な通気孔を加工可能です 。穴の曲がりや寸法の狂いを徹底的に排除することで吸排気経路を設計意図に忠実に確保し、パンチ上昇時の負圧発生を物理的に遮断。抜きカスがパンチへ吸着するリスクを根底から解消します。
±0.001mm の精度がもたらす「バリ抑制」と「スムーズな排出」
カス上がり対策と「バリ」の抑制を両立させる鍵は、クリアランスの完全な均一化にあります。クリアランスに偏りがあると、バリの発生やカスの保持不安定を招きます 。 当社は超微粒子超硬や焼入れ鋼に対しても、公差 ±0.001mm での加工を徹底しています 。この圧倒的な精度により全周にわたって均一なクリアランスを担保し、バリを抑えつつ抜きカスの引っかかりを防止。厳格な管理下でテーパー形状を具現化することで、カスが自重やエアーでスムーズに下方へ抜け落ちる環境を整えます 。
設計意図を完全に再現する「具現化」の力
金型設計におけるカス上がり対策を確実に機能させるには、加工業者の「具現化力」が問われます 。 当社の強みは、お客様が指示した対策形状を公差 ±0.001mm の範囲内で忠実に再現し、最高品質の部品として提供することにあります 。放電加工とは一線を画す高品位な仕上げにより物理的な吸着をコントロールし、現場のチョコ停を劇的に低減。設計者の意図を100%引き出す加工精度こそが、最も確実な対策となります 。
<<プレス金型の精密加工事例紹介>>
超硬WC-Co製 パンチ金型
| 材質 | WC-Co |
| サイズ | 5.5㎜ |
| 加工精度 | ±0.001 |
| 特長 | 縦目加工 |
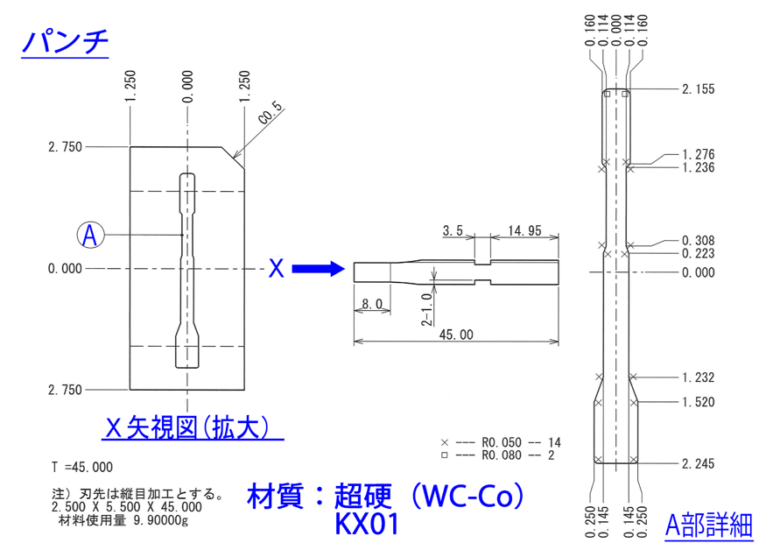
コネクタのプレス金型の製作事例です。。超硬「KX01」を採用し、刃先に「縦目加工」を施した技術特化型パンチです。ミクロン単位の形状公差とR0.050の極小アールを精密に管理。抜き方向に沿った研磨目が、加工時の摩擦抵抗を物理的に低減し、凝着やかじりを徹底的に抑制します。
半導体製造用 かきあげ加工パンチ
| 材質 | 超微粒子超硬 |
| 公差 | 2μm |
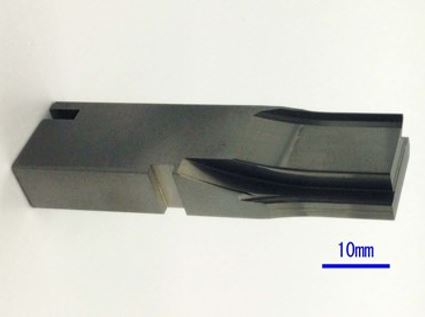
こちらは、半導体製造用パンチの加工事例になります。
材質は超微粒子超硬で特殊形状加工を施して製作を行ないました。
寸法公差2μmで加工を行っております。
また、こちらの製品にはプロファイル研削にてかき上げ加工を施しております。
かきあげ部r形状を高精度に仕上げています。
>>詳細はこちら