
精密加工部品特急センターが提案したVA・VE事例
深穴あけ加工は止まり穴より通し穴の方が精度を出しやすい
BEFOER
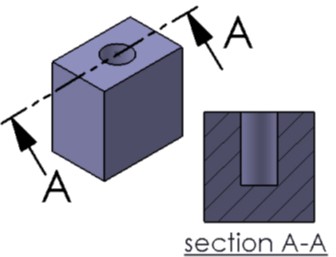
パンチやダイ等でみられる深穴加工は、止まり穴の指定となっている場合が多々見られますが、止まり穴であると、加工方法が限定(マシニングor放電加工)されてしまいます。
AFTER
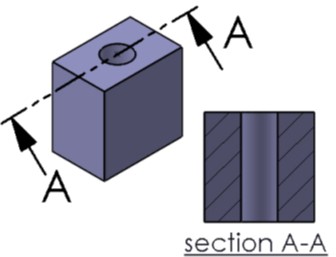
しかし、止まり穴である必要性がない場合には、貫通穴とすることで、ワイヤーカット放電加工も加工方法の選択肢の一つとなり、実はコストを抑えることができます。具体的には加工機のチャージとしても2/3程度に抑えられ、加工時間も考慮すると半分近くコストを抑えられる場合もあります。コストダウンを考慮するのであれば、まずは不要な止まり穴を貫通穴にすることを推奨します。
精密加工部品特急センターでは、様々な部品製作におけるコストダウン提案が可能となっています。深穴あけ加工を指示する場合には、求める形状・精度を十分に配慮し、部品図の設計をしなければなりません。特にコストを抑えることを考慮する場合、貫通穴とするだけでコストを抑えることが可能となります。