
吸着ノズルとは?材質ごとの特徴や選定ポイントを解説します!
吸着ノズルとは、真空圧を利用して電子部品や精密部品を把持・搬送するための部品であり、電子部品実装機(チップマウンター)や自動組立装置に欠かせない要素です。ノズルの先端に設けられた微細な穴から負圧を発生させ、対象物を吸着し、搬送や位置決めを行います。これにより、数ミリ以下の極小チップから特殊形状の電子部品まで、高速かつ高精度にハンドリングすることが可能となります。
吸着ノズルは「部品を正確に吸着する」「搬送中に落下やズレを防ぐ」「正確な位置に配置する」という三つの役割を担っています。特に近年の電子部品は小型化・高集積化が進んでおり、ノズルの精度が実装品質に直結するケースが増えています。そのため、単なる消耗品としてではなく、生産歩留まりを左右する重要な精密部品として捉える必要があります。
また、吸着ノズルは使用環境に応じて、先端形状や材質が大きく異なります。微細チップ向けには極小径の穴加工が施されたノズル、特殊形状部品には部品保持を工夫したカスタムノズルが用いられます。これらの設計要素は、部品の持ち帰り防止や吸着安定性に直結しており、調達担当者がノズルを選定する際に必ず確認すべきポイントとなります。
<<吸着ノズルの材質ごとの特徴>>
吸着ノズルの性能や寿命は、その材質によって大きく左右されます。代表的な材質には、超硬合金、セラミックス、ステンレス(SUS)、および樹脂類が挙げられます。それぞれの特徴を理解することで、用途に応じた最適なノズル選定が可能になります。
■ 超硬合金
超硬合金は耐摩耗性に優れており、長寿命化を求められる用途に適しています。高硬度であるため、微細な穴加工や薄肉形状の加工には高度な技術が必要ですが、一度製作すると摩耗が少なく、安定した吸着性能を維持できます。高稼働率のラインや部品交換頻度を下げたい現場に向いています。
■ ステンレス(SUS)
ステンレスは加工性に優れ、コストと性能のバランスが良い材質です。比較的安価で調達しやすいため、試作や多品種少量生産の現場で採用されることが多いです。ただし、耐摩耗性は超硬やセラミックスに劣るため、長寿命を重視する用途では適材とはいえません。
■ SKD-11
SKD-11は冷間工具鋼として広く利用されており、吸着ノズル材としても高い性能を発揮します。最大の特徴は高硬度と耐摩耗性で、繰り返しの使用による摩耗を抑制し、ノズル寿命を延ばすことができます。また、超硬やセラミックスに比べて加工性が良くコストも抑えやすいため、微細穴や複雑形状のノズルを比較的低コストで製作可能です。さらに、靭性に優れているため、衝撃荷重がかかる搬送工程でも安定した性能を発揮します。ただし、耐食性はSUSやセラミックスに劣るため、腐食性のある環境では窒化処理やTiNコーティングなどの表面処理が推奨されます
■ セラミックス
セラミックスは耐摩耗性に加えて耐食性や耐熱性に優れており、特殊環境下での使用に適しています。また、表面仕上げ性が高いため、摩擦を抑えて部品へのダメージを軽減できるのも利点です。特に光学部品や医療デバイスなど、表面品質が重要な部品の搬送に効果的です。
■ 樹脂
ゴムやエンジニアリングプラスチックを使用したノズルは、柔軟性があり、部品表面を傷つけにくいという特徴があります。特殊形状部品や表面がデリケートなワークに適しており、ノズル先端にキャップとして取り付けられるケースもあります。消耗が早いため定期的な交換は必要ですが、ライン保護の観点では有効です。
<<吸着ノズル選定における課題と重要なポイント>>
吸着ノズルは一見すると単純な部品に見えますが、実際の生産現場では多くの課題が潜んでいます。特に電子部品の小型化・多様化が進む現在、ノズル選定の適否が歩留まりや生産効率に直結します。そのため、調達担当者が把握しておくべき課題とポイントを以下に整理します。
■ 微細部品の吸着不良
チップ抵抗やセンサーなどの微細部品では、吸着孔径がわずかにずれても部品がうまく保持できない、あるいは吸着した部品が搬送中に脱落する、といった不具合が発生します。この問題は穴径の加工精度や表面仕上げの品質と密接に関連しています。
■ 摩耗と寿命の問題
吸着ノズルは部品と繰り返し接触するため、摩耗が避けられません。摩耗が進むと吸着力の低下や位置決め誤差が発生し、結果として不良率が増加します。特に金属製ノズルは寿命が長い反面、交換コストが高いため、耐摩耗性とトータルコストのバランスを考える必要があります。
■ 部品持ち帰りのリスク
部品をリリースした後に、ノズル先端に部品が付着して持ち帰ってしまう現象は、生産ラインの停止要因となる重大なトラブルです。この現象を防ぐためには、先端形状の工夫や表面処理による付着防止が不可欠です。
■ 公差・表面粗さが与える影響
ノズルの寸法公差や表面粗さは、吸着の安定性に直結します。例えば±0.01mmの公差管理やRa0.25以下の表面仕上げは、安定した吸着性能を確保する上で不可欠な条件です。調達段階で仕様として確認しておくべき重要なポイントといえます。
l/d=50の高アスペクト比細穴加工の吸着ノズル
| 製品カテゴリ | 吸着ノズル |
| 材質 | SUS440C |
| サイズ | 1×3.5×5 |
| 業界 | コネクタ・半導体 |
| 形状 | 細穴加工 |
| 加工精度 | ±0.01 |
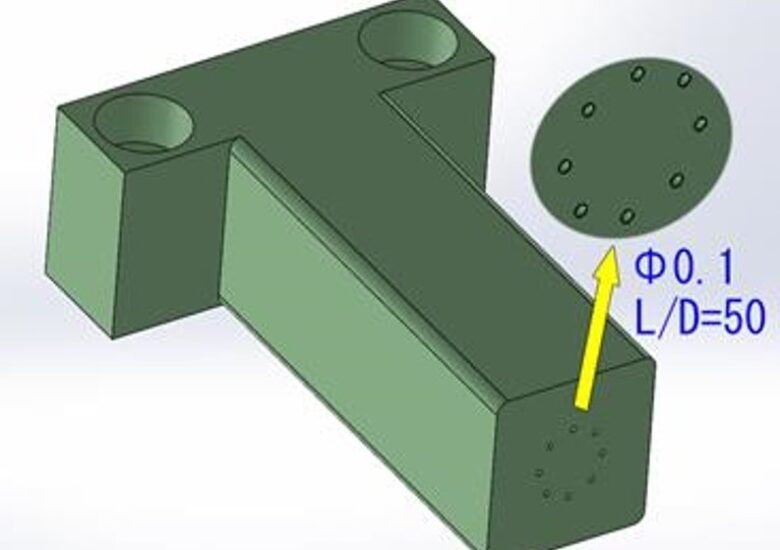
本加工事例は、コネクタ・半導体製造用に使用される、高アスペクト比の細穴加工を施した吸着ノズルになります。
L/D = 50の高アスペクト比であり、真直度0.02、穴のピッチ公差±0.01
にて高精度に仕上げております。
高アスペクト比の細穴は、真っ直ぐの穴を空けるのが難しい加工となりますが、
過去の実績やノウハウから、真直度0.02を満足させております。
本加工品は、細穴放電加工にて加工を行ないました。
当社の治具部品・金型部品加工は、本加工事例のようなl/d=50の高アスペクト比の細穴、微細穴加工に対応しております。
部品加工に対応できるサプライヤーが見つからずお困りの方は、お気軽に当社までお問い合わせください。
SKD-11製 突起幅0.78mmの吸着ノズル
| 製品種類 | 吸着パッド・吸着ノズル |
| 材質 | SKD-11 |
| サイズ | 20X40X60 |
| コネクタ | コネクタ・半導体 |
| 形状 | 特殊形状加工 |
| 加工精度 | ±0.01 |
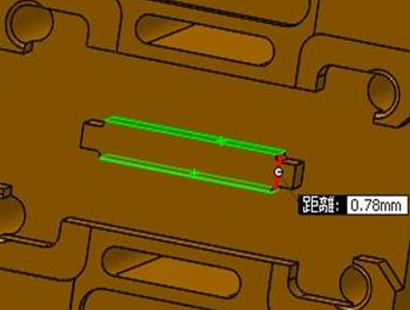
本加工事例は、SKD-11製の吸着パッドになります。放電加工とマシニングによる直彫り加工を施しています。
突起部が0.78mmという狭い幅であるため、本来であれば公差の維持が難しいものですが、
1mm以下の細かいエンドミルを用いることでこのような加工を実現しています。
また、切削を行う際は切削速度を速くすることで加工面をなめらかにしています。(面粗度:Ra 0.25)
この際、1mmという細いエンドミルを使用しているため、送りの速度にも注意が必要になってきます。
精密加工部品特急センターでは、本事例のような細かい加工をするだけでなく、製品の表面の状態まで考慮した対応が可能です。
当社の治具部品・金型部品加工は、最短3日での納品を行っております。
部品加工に対応できるサプライヤーが見つからずお困りの方は、お気軽に当社までお問い合わせください。