
【L/D~50の深穴加工を実現する難削材・超硬 深穴・細穴加工】高精度放電加工サービス
高精度放電加工サービスが求められる理由
■ 型彫り放電加工
■ ワイヤー放電加工
①:型彫り放電加工とは?
型彫り放電加工とは、その名称の通り、型を作成し、その形状を写す加工方法です。型彫り放電加工においては、銅の電極を製作し、その型を用いてワークとの間に放電現象を生み、形状を映していきます。
型彫り放電加工においては、型の精度と、加工機のリニア性が非常に重要で、その2つの条件と放電現象を発生させることで高精度な加工が可能となります。
②:ワイヤー放電加工とは?
ワイヤー放電加工とは、ワイヤー線に電流を流すことで発生させる放電現象により、金属を“削る”ことで加工を行います。ドリルを活用した切削加工では難しい端面が出る加工・細穴加工などに向いている加工と言えます。
下記では、当社の放電加工設備についてお伝えいたします。
当社が保有する高精度微細穴加工機
| 各軸ストローク X×Y×Z (mm) | 300 x 200 x 300 |
| テーブル寸法 幅×奥行 (mm) | 600 x 300 |
| 最大加工物質量(kg) | 300 |
| 機械本体寸法 幅×奥行×高さ (mm) | 1,130 x 1,645 x 2,360 |

主軸(Z軸)にリニアモータが搭載された放電加工機で、高速化と電極消耗を大幅に低減された放電加工機です。
当社では昨今放電加工に関するお引き合いを数多くいただいており、細穴加工もニーズの一つです。
実際の加工事例は下記にてご紹介いたします。
■ 微細孔加工事例!φ0.1mm、L/D=50の高アスペクト比細穴加工を短納期対応
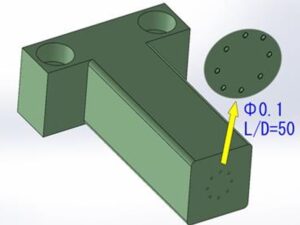
こちらは、治具部品・金型部品 スピード加工センターが提供した、コネクタ・半導体製造用に使用される、高アスペクト比の細穴加工を施した吸着ノズルになります。
L/D = 50の高アスペクト比であり、真直度0.02、穴のピッチ公差±0.01にて高精度に仕上げております。
■ 加工におけるポイント
高アスペクト比の細穴は、真っ直ぐの穴を空けるのが難しい加工となりますが、
過去の実績やノウハウから、真直度0.02を満足させております。
また、±0.01mm等ピッチを実現をしております。
ソディック社製の細穴加工機を用いた微細穴加工事例です。
■ 短納期対応が可能
今回の案件は、試作加工品ですが、これまで同様の加工を電子部品の吸着ノズルなどに対して、加工した実績があり、こちらの加工についても、短納期対応を行いました。写真のような細穴加工でも材料調達も含め、約1週間での対応が可能です。お困りの細穴・微細穴加工の短納期案件・短納期加工はお任せください!